 Capacity
Calculation of Pan Section in Sugar Industry
Capacity
Calculation of Pan Section in Sugar Industry
Pan Section Capacity Calculation in Sugar Industry | Crystallization
Sugar crystallization process takes place in pan section of sugar plant. The
equipment supply tanks, Batch/continuous pans, condensers, molasses conditioners, spray pond, crystallizers fall
under pan section.
Capacity of Batch/Continuous pans
The boiling times considered for A, B & C massecuites
are 4 hours, 6hours
and 8 hours respectively . For refinery massecuite,2 to 3 hours is
considered.
Example:
Crushing Capacity of the plant = 230 TCH
“A” massecuite%cane = 25 to 30%
“B” massecuite%cane = 12 to 13%
“C” massecuite%cane = 6 to 8%
” A” Massecuite Quantity = 230 x 30% = 69
T/hr = 1656 T/day
” B” Massecuite Quantity = 230 x 13% = 30
T/hr = 720 T/day
” C” Massecuite Quantity = 230 x 8% = 18.5
T/hr = 444 T/day
While considering batch
pans with 60 Ton capacity each
|
Massecuite |
Boiling Hours |
No. of strikes per day per pan |
Quantity of massecuite per strike in Ton |
No. of pans required |
|
A |
4 |
24
hours/4 = 6 |
1656/6
= 276 |
276/60
≈ 5 nos. |
|
B |
6 |
24
hours/6 = 4 |
720/4
= 180 |
180/60
= 3 nos. |
|
C |
8 |
24
hours/8 = 3 |
444/3
= 148 |
148/60
≈ 3 nos. |
While considering
Continuous pans for all massecuiteboilings
For continuous pans, 10% to 20% extra
capacity is to be considered.
From the above
For ” A” Continuous Pan = 69 T/hr
x 110% ≈ 76 T/hr
For ” B” Continuous Pan = 30
T/hr x 120% ≈ 35 T/hr
For ” C” Continuous Pan = 18.5
T/hr x 120% ≈ 22 T/hr
Grain and Molasses ratio for A, B & C massecuites
is generally taken as follows ( It depends on grain size and purity of
material)
“A” Grain to Liquor (syrup/melt/AL) ratio
– 1 : 1 to 2
“B” Grain to Liquor (A heavy)
ratio – 1
: 2 to 3
“C” Grain to Liquor (B heavy/ C light)
ratio – 1
: 3 to 4
B
massecuite purity online calculation sheet | Sugar Technology
C
massecuite final purity calculation |Grain Quantity requirement for C CVP
|
Massecuite |
Boiling Hours |
No. of strikes per day per pan |
Quantity of grain required in Ton |
Quantity of massecuite per strike in Ton |
No. of pans required |
|
A Grain |
4 |
24/4
= 6 |
1656/2
= 828 |
828/6
= 138 |
138/60
= 2.3 (70T x 2 nos.) |
|
B Grain |
6 |
24/6
= 4 |
720/3
= 240 |
240/4
= 60 |
60/60
= 1 no. |
|
C Grain |
8 |
24/8
= 3 |
444/4
= 111 |
111/3
= 148 |
37/60
≈ 1 no. |
Thumb rules for finding the capacities of batch/continuous pans
Note: It is not accurate
capacity but it gives approximate value instantly
Batch pans
“A” Batch pan capacity in Ton – TCD x 0.06 ( Ex: 5000 x
0.06 = 300 T )
“B” Batch pan capacity in Ton – TCD x 0.04 ( Ex: 5000 x
0.04 = 160 T )
“C” Batch pan capacity in Ton – TCD x 0.03 ( Ex: 5000 x
0.03 = 150 T )
Continuous pans
“A” Continuous pan capacity in Ton – TCD
x 0.014 (
Ex: 5000 x 0.015 = 75 T/hr )
“B” Continuous pan capacity in Ton – TCD
x 0.006 (
Ex: 5000 x 0.006 = 30 T /hr)
“C” Continuous pan capacity in Ton – TCD x 0.004 ( Ex:
5000 x 0.004 = 20 T /hr)
“A” Grain pan capacity in Ton – TCD x 0.025 ( Ex: 5000
x 0.025 = 125 T )
“B” Grain pan capacity in Ton – TCD x 0.01 ( Ex: 5000 x
0.01 = 50 T )
“C” Grain pan capacity in Ton – TCD x 0.01 ( Ex: 5000 x
0.01 = 50 T )
Low
Grade Massecuite Treatment in Sugar Crystallization Process
Sugar
Seed Slurry Requirement Calculation for B and C massecuite
Types
of Graining Techniques in sugar crystallization process | Pan Boiling
Pan Supply Tanks
“A”
massecuite feeding liquor (syryp/melt/A light)
consider minimum 2
hours retention time
“B”
massecuite feeding liquor (A Heavy) consider minimum 3 hours retention
time
“C” massecuite feeding liquor ( B heavy/ C light) consider minimum 4 hours retention
time
Example:
Crushing Capacity of the plant = 230 TCH
Syrup % cane – 25 to 30%
Melt % cane – 12 to 14%
A light %cane- 2 to 3%
A heavy%cane- 12 to 15%
B heavy%cane – 6 to 7%
C light%cane – 2 to 3%
Syrup + melt + A light = 43% (average) = 230
x 43% ≈ 100 T/hr
High grade massecuite supply tanks capacity =
100 x 2 hours = 200 / 1.25(density) = 160 M3 = 1600 HL
A heavy molasses quantity = 230 x 15% = 34.5
T/hr
A heavy supply tanks capacity = 34.5 x 3
hours = 103.5 / 1.3(density) ≈ 80 M3 = 800 HL
B heavy + C light molasses quantity = 230 x
10% = 23 T/hr
A heavy supply tanks capacity =23 x 4 hours =
92 / 1.3(density) ≈ 70 M3 = 700 HL
Thumb rules for
finding the capacities of supply tanks in pan section
High grade massecuite feed materials
( Syrup + melt + A light ) supply tanks capacity in HL = TCH x ( 7 to 8)
Low grade massecuite feed materials ( A Heavy
+ B heavy + C light ) supply tanks capacity in HL = TCH x ( 7 to 8)
Molasses Conditioners capacity
For its capacity, consider extra 10 to 20% on
molasses production
Example:
Crushing Capacity of the plant = 230 TCH
A heavy%cane- 12 to 15%
B heavy%cane – 6 to 7%
C light%cane – 3 to 4%
A heavy molasses quantity = 230 x 15% = 34.5
T/hr
A heavy molasses
conditioner capacity = 34.5 x 110% = 38 T/hr
B heavy molasses quantity = 230 x 7% =
16.1 T/hr
B heavy molasses
conditioner capacity = 16.1 x 110% = 18 T/hr
C light molasses quantity = 230 x 4% =
9.2 T/hr
C Light molasses
conditioner capacity = 9.2 x 110% = 11 T/hr
Capacity calculation of crystallizers
Crystallizers are used for cooling and holding of the massecuite. Air cooled type
crystallizers are used for high
grade massecuites, receiving crystallizers of continuous
pans and for seed crystallizer. Water cooled crystallizers are used
for low grade massecuites
for proper cooling and better exhaustion.
A – Massecuite – ( 2 hours cooling purpose + 2 hours
curing purpose) – Air cooled
B – Massecuite – ( 6 to 8 hours cooling purpose + 3
hours curing purpose) – Air cooled + water cooled
C – Massecuite – ( 20 to 24 hours cooling purpose
+ 4 hours curing purpose) – Air cooled + water
cooled
Each crystallizer
capacity should be 10 to 15% more than the existing pan capacity.
For example, if a 60 T (42 m³) pan is
considered, then the capacity of crystallizer can be taken as 70 T (48
m³).
For an air cooled type crystallizers is
considered for “C’
massecuite then cooling time can go upto 72 hours. So,
proper design of cooling elements used in crystallizers enables the cooling
time to come down to 18 to 24 hours.
Application of
Crystallizers in Sugar Industry | Crystallizer Capacity Calculation
Example:
Crushing Capacity of the plant = 230 TCH
“A” massecuite%cane = 25 to 30%
“B” massecuite%cane = 12 to 13%
“C” massecuite%cane = 6 to 8%
” A” Massecuite Quantity = 230 x 30% = 69
T/hr
” B” Massecuite Quantity = 230 x 13% = 30
T/hr
” C” Massecuite Quantity = 230 x 8% = 18.5
T/hr
Crystallizer capacity for
“A” massecuite
Quantity of “A” massecuite
for (2+2) hrs = 69 x 4 = 276 Tons ≈ 300 Ton
Total volume of “A” crystallizers
= 300 /1.45 = 206 M3 = 2060 HL ( sp.gr =1.45 )
So total capacity split is into number of
crystallizers and each crystallizer shall have 10 to 15% more
capacity than that of the pan. Generally, total capacity of “A” massecuite
crystallizers are made equal to total capacity of “A” pans.
Capacity of “B”
massecuite Crystallizer
Quantity of “B” massecuite for (7+3) hrs = 30
x 10 = 300 Tons
Total volume of “B” crystallizers
= 300 /1.5 = 200 M3 = 2000 HL ( sp.gr =1.5 )
The total capacity is split into water cooled
and air cooled crystallizers in the ratio of 7 : 3 or 8 : 2
Crystallizer capacity for
“C” massecuite
Quantity of “C” massecuite for (24 +4) hrs =
18.5 x 28 = 518 Tons ≈ 550 Ton
Total volume of “C” crystallizers
= 550 /1.5 = 370 M3 = 3700 HL ( sp.gr =1.5 )
The total capacity is split into water cooled
and air cooled crystallizers in the ratio of 8 : 1
Vertical
Crystalliser Design Calculation for Sugar Massecuite Cooling
Concepts of
Vertical Crystallizer in Sugar Plant | Mono Vertical Crystallizer
Vacuum crystallizers :
The capacity of Vacuum crystallizer for
A, B & C massecuites should be equal to the capacity of existing batch pans
used for grain/footings of the massecuite. usually, one crystallizer per
massecuite is considered.
Capacity of condenser
Coefficients of
Evaporation rate for
batch pans depend on the purity of material and hydro-static
head of the massecuite. Hence, if the massecuite level
increases in pan then evaporation rate will be decreased.
As per Mr. E.Hugot, the evaporation rates in kg/m² /hr are as
follows
|
Initial |
Final |
|
|
Footing Pan |
85 |
17 |
|
A-Masseccutie |
71 |
32 |
|
B-Masseccutie |
46 |
11 |
|
C-Masseccuite |
36 |
17 |
For the purpose of
condenser capacity calculations, batch pan evaporation rates are to be
considered between 50 to 60 in kg/m² /hr and for continuous pans between
20 to 30 kg/m² /hr
Average evaporation rate
in Batch Pans
A massecuite – 60 kg/m² /hr ,
B massecuite – 55 kg/m² /hr &
Cmassecuite – 50 kg/m² /hr
Average evaporation rate
in Continuous pans
A massecuite – 30 kg/m² /hr ,
B massecuite – 25 kg/m² /hr &
C massecuite – 20 kg/m² /hr
Example:
If the heating surfaces of a 60 MT batch pan
is 282 m², then the condenser capacity required is
282 m² x
50 kg/m² /hr =
14100 kg/hr ≈ 14.1 T/hr
If the heating surfaces of a 35 MT/hr
continuous pan is 650 m² , then the condenser capacity required is
650 m2 x 25 kg/m² /hr = 16200 kg/hr ≈ 16 T/hr
Injection water System and Condensers
The vapour condensation quantity is that of
vapour from pan section and evaporator last effect.
Vapour produced from pan section = 18 to 25% on cane
( For back-end refinery
plants, it goes upto 28% on cane)
Vapour produced from last effect evaporator
body = 5 to 8 % on
cane
Water required for condensing the vapour
calculated on the basis of cooling water ratio.
Definitions
in Steam Properties and Online Steam Table For Saturated steam
To = Condenser outlet warm water temperature
in 0C
Ti = Condenser inlet cold water temperature
in 0C
Example:
Crushing Capacity of the plant = 230 TCH
To = Condenser outlet warm water temperature
= 47 0C
Ti = Condenser inlet cold water temperature =
36 0C
So, Total vapour quantity for condensing =
230 x 33% = 80 T/hr
Cooling water ratio = (621 – 47) / (47 – 36)
= 52.2 T/hr
i.e, 52.2 tons of water is required for
One ton of vapour.
Total water required for condenser = 80
x 52.2 = 4176 T/hr
Condenser
System for vacuum creation and their types with design criteria
Injection water pump capacity
Operating Injection water pump capacity =
4000 M3/hr
Installed Injection water pump capacity = 50
% more than the requirement = 4000 x 150% = 6000 M3/hr
( Split the total capacity into 2 x 50%
capacity of the pumps and 1 x 50% as a standby)
Spray pond capacity
Theoretically, 750 kg/hr of warm
water requires 1 m² of
area of spray pond.
As per the latest trends of designs, 900 to 1000kg/hr of
warm water requires 1
m2 area of spray pond.
Spray Pond area required = 4000M3/hr / 900
kg/hr
= 4000 x 1000 / 900 = 4444 m2 ≈ 4500 m2
Batch Vacuum Pan Design Calculation
This article discussed about 80 MT
capacity batch
vacuum pan design calculation of Heating surface, Number
of tubes, Dia of the downtake and tube plate, Graining volume, Dia of the
vapour doom, Height of the top cone, Dia of vapour inlet and outlet pipe lines
, Pipe line dia of noxious gases, Dia of condensate pipe line, Dia of
Massecuite discharge, Calendria shell thickness and tube plate
thicknesses
Batch Vacuum Pan Calculation in sugar industry | Crystallization process
Capacity required for crystallization process equipment
like supply tanks,
Capacity of Batch/continuous
pans, condensers, molasses conditioners, spray pond,
crystallizers capacity .. etc.
Please go throuh the below link for complete
information regarding the above topics
Design of 80 MT capacity Batch Pan
1. Heating Surface :
Heating surface calculated on the basis
of S/V ratio
For batch pan with 3rd vapour has
a heating medium it will be 6.6
to 6.7 m2/m3
Formula = S/ V = 6.6
Srike volume = Weight/density of
massecuite = 80 MT / 1.42 MT / m3 = 56.33 m3 ≈ 57 m3 = 570
HL
Heating surface required = 57 x 6.6 = 376 m2
2. Number of tubes
Generally, the specification of tubes for
batch vacuum pan as follows
102 mm OD / 16 g (
1.625 mm) / 800 mm length
Formula : S = Π x D x L x N
Here S = heating surface area of the pan in m2
D = Mean dia of tube in m ( OD –
thickness of tube )
D = 102 – 1.625 = 100.375 mm
L = Effective Length of the tube in m ( Total
length – 2 x Tube plate thickness – 2 x Tube expansion elevation and projection
of the tube )
L = 800 -( 2 x 32) – (2 x 5) = 800 – 64 – 10
= 726 mm
N = Number of the tubes
So N = 376 / ( 3.14 x 0.726 x
0.100375 ) = 1643 nos.
3. Dia of the Downtake and tube plate:
Formula : Area of the tube plate =
Here N = Number of the tubes
P = Pitch of the tube in m
Considered 20% extra area to arrange vapour
distribution in calendria of batch vacuum pan
Here first we calculate dia required for down
take
It is calculated on the basis of circulation
ratio of the pan and it is generally maintained minimum 2.5
Total cross section area of the tubes (A) in
m2 = N x ( Π /4) x ID2
A = 1643 x 0.785 x ( 0.09875)2 =
12.58 m2
Area of the down take ( AD )in m2 =
12.58 / 2.5 = 5.032 m2
Dia of the down take =
Pitch of the Tube
Legment of the tubes for vacuum pan = 16 mm
So Pitch of the tube = OD + legment + Tube tolerance + Hole tolerance
Pitch of the tube P = 102 + 16 + 0.5 +
0.1 = 118.6 mm
Area of the tube plate A in m2= 1643 x 0.866
x (0.1186 )2 x 1. 2 + 5.032
A = 24.02 + 5.032 = 29.05 m2
Dia of the tube plate ( DTP) in m =
DTP = 6100 mm
Generally, dia of the downtake maintained 40%
on tube plate dia for proper circulation of massecuite in pan.
Here 6100 x 40 % = 2440 mm ( As per above
calculation it is 2500 mm. So it is OK )
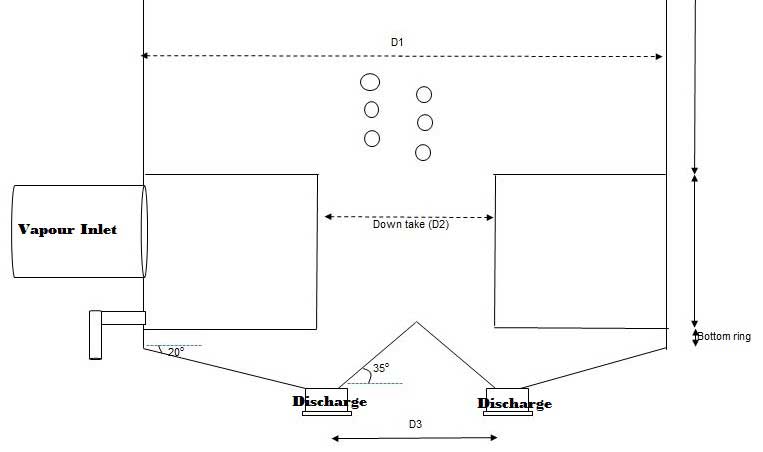
4. Graining volume the batch vacuum pan
Please go throuh the below link for complete
information regarding this topic
The Concept of
Graining Volume of the Batch Pan
|
Sl.no. |
Description |
Formula |
Values |
UOM |
|
Input Data |
||||
|
1 |
Capacity
of pan |
80 |
T |
|
|
2 |
No. of
tubes |
N |
1643 |
nos. |
|
3 |
Tube
thickness |
t |
1.6 |
mm |
|
4 |
Tube Length |
H1 |
800 |
mm |
|
5 |
Tube OD |
OD |
102 |
mm |
|
6 |
Dia of
pan |
D1 |
6100 |
mm |
|
7 |
Dia of
the down take |
D2 |
2500 |
mm |
|
8 |
Dia of
bottom inverted cone |
D3 |
2200 |
mm |
|
9 |
Height of
the bottom ring |
H2 |
50 |
mm |
|
10 |
Angle of
bottom cone |
α |
18 |
Deg |
|
11 |
Angle of
bottom inverted cone |
Φ |
35 |
Deg |
|
Graining Volume Calculation |
||||
|
1 |
ID of the
tube |
ID =
OD – 2t |
98.8 |
|
|
2 |
Volume of
massecuite in tubes |
Q1 =
0.785 x ID x ID x H1 x N |
10.07 |
M3 |
|
3 |
Volume of
down take |
Q2 =
0.785 x D2 x D2 x H1 |
3.93 |
M3 |
|
4 |
Volume of
the bottom ring |
Q3 =
0.785 x D1 x D1 x H2 |
1.46 |
M3 |
|
5 |
Height of
the bottom cone |
h 1
= [(D1 – D3)/2 ] x TAN α |
633.59 |
mm |
|
6 |
A1 |
0.785
x (D1)2 |
29.21 |
M2 |
|
7 |
A2 |
0.785
x (D3)2 |
3.80 |
M2 |
|
8 |
Volume of
the bottom cone |
Q4 =
h/3 (A1+A2+√A1A2) |
9.20 |
M3 |
|
9 |
Height of
the bottom inverted cone |
h2 =
[( D3)/2 ] x TAN Φ |
770.23 |
mm |
|
10 |
Volume of
inverted cone |
Q5 =
1/3 x 0.785 x (D3)2 h2 |
0.98 |
M3 |
|
11 |
Graining
Volume |
Q1+Q2+Q3+Q4
– Q5 |
23.68 |
M3 |
|
42.0 |
% |
|||
5. Srike height:
Formula : Strick height ( Hs) in m = Volume of
the massecuite above the tube plate in m3 / ( 0.785 x ID2 of the
vapour space in m)
Here
Volume of the massecuite above the tube plate
= Strike volume – graining volume
= 57 m3 – 23.68 m3 = 33.32 m3
ID of the vapour space = ID of the tube plate
= 6100 mm – ( 2 x thickness of the vapour shell)
= 6100 – (2 x 16) = 6068 mm
Hs = 33.32 / [0.785 x (6.068)2] = 1.152 m
= 1150 mm
6. Dia of the vapour dome
Dia of the vapour doom in meters ( Dd )=
Here
Volume of the vapour = Heating surface of
pan x Evaporation rate x Specific
volume of the vapour at 700 mm of Hg vacuum
Evaporation rate of the batch vacuum pans
depends on type of the massecuites
Average evaporation rate
in Batch Pans considered as follows
For ‘A ‘ Massecuite – 60 kg/m² /hr ,
For ‘B’ Massecuite – 55 kg/m² /hr
And for ‘ C’ Massecuite – 50 kg/m² /hr
So volume of the vapour = 376 x 60 x 11.04
= 249062 m3 /hr (
= 249062 / 3600 = 69.18 m3 /sec
Vapour velocity through the doom to be
considered as 25 m/sec
Dd = √ 1.27 x ( 69.18 / 25
) = 1.874 m ≈ 1900 mm
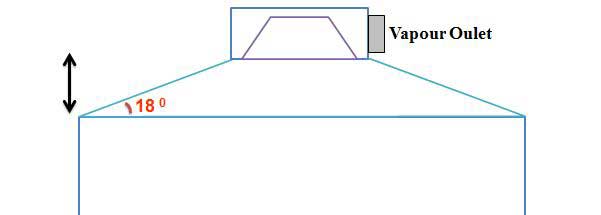
7. Height of the top cone part
Formula : Height of the top cone HTC =
Here DTP = ID
of the tube plate in mm = 6100 – (2 x 16) = 6068 mm
Dd = Dia of the top doom = 1900 – (2 x
18) = 1864 mm
∝ = Angle of the cone = 18o ( Generally, it in the
range of 18 to 20)
HTC = [ (6068 – 1864) /2 ] x Tan 18o
= 2102 x 0.325 = 683 mm
8. Vapour inlet and outlet line dia
Vapour Inlet pipe dia =
|
S.No |
Description |
Value |
UOM |
|
1 |
Heating
surface of the pan |
376 |
m2 |
|
2 |
Evaporation
rate |
60 |
kgs/m2/hr |
|
3 |
Pan Inlet
Vapour Temperature |
94 |
oC |
|
4 |
Pan
Outlet Vapour Temperature |
52 |
oC |
|
5 |
Pan Inlet
Vapour Velocity |
35 |
m/sec |
|
6 |
Pan
Outlet Vapour Velocity |
55 |
m/sec |
|
Result |
|||
|
1 |
Specific
volume of Pan inlet vapour |
pan boiling
calculation2.0510 |
M3/kg |
|
2 |
Specific
volume of Pan Outlet vapour |
10.98 |
M3/kg |
|
3 |
Volume of
the pan inlet vapour |
12.853 |
M3/sec |
|
4 |
Volume of
the pan outlet vapour |
68.81 |
M3/sec |
|
5 |
Pan Inlet
vapour Line Dia |
0.684 |
mtrs |
|
Say |
700 |
mm |
|
|
6 |
Pan
Outlet vapour Line Dia |
1.262 |
mm |
|
Say |
1300 |
mm |
|
9. Vapour
space height (Free space above the massecuite level upto
top cone )
Generally, Vapour space required above the
massecuite level is minimum 1500 mm.
10. Noxious gases connections
Generally, For removal of
non-condensable gases required 1 cm2 area for 10 m2 heating surface of vacuum pan
SO Cross section area of non-condensable
gases pipe line in cm2 = Heating surface in m2 /10
= 376 /10 = 37.6 cm2
Dia of the each non condensable gases pipe line
=
Here considered 6 nos. of non condensable
connections.
So Dia of the each non condensable gases pipe
line = √ 376 / (0.785 x 6 ) = 2.82 cm ≈ 32 mm
Non condensable gas connections = 32 mm x 6
nos.
11. Dia of massecuite discharge
Dia of the massecuite discharge =
Strike Volume = 56.33 m3
Time required for massecuite discharge = 10
to 15 min.
Velocity of massecuite = 0.15 m/sec
Dia of the massecuite discharge = √
56.33 / ( 0.785 x 12 x 60 x 0.15 ) = 0.815 m ≈ 800 mm
12. Dia of Condensate piping
Generally, for 80 MT pan condensate
withdrawal points required minimum 2 nos. It is better to go with 3 nos.
of connections.
Dia of the each condensate line =
Volume of the condensate = [Heating
surface X Evap. Rate ] / [ Density of water x 3600].
= 376 x 60 / ( 1 x 3600 )
= 22.560 / 3600 = 0.00627 m3 /sec
Dia of the each condensate line = √
0.00627 / ( 0.785 x 1 x 3 ) = 0.052 ≈ 80 mm
13. Calendria shell thickness
Formula : Calendria shell thickness ( ts
) in mm =
Here
P = Hydraulic test pressure in kg/cm2 = 3 kg/cm2
Di = ID of the Calendria in mm = 6100 –
( 2 x 16) = 6068 mm ( Here 16 mm considered for shell thickness for calculation
purpose)
F = Allowable stress in kg/cm2 = For Mild steel it sis considered as 1400 kg/cm2
J = Welding Joint efficiency in mm = 0.75 mm
C= corrosion allowance in mm = 3.0 mm
t s ={ 3.0 x 6068 / [ ( 2 x 1400 x 0.75 ) – 3
] } + 3 = 12 mm
But according to standard
specifications calendria and body shell plate thickness for 80 MT pan is
18 mm and for bottom saucer is 25 mm
14. Tube Plate thickness
Tube plate thickness ( tp) in mm =
Here F =
K =
Here
C . A = corrosion allowance in mm = 1.5
mm
f = Allowable stress in kg/cm2 = 1400kg/cm2
P = Design pressure in kg/cm2 =
2.72 kg/cm2
Es = Modulus factor for MS sheet in kg/cm2 = 2.1 x 106 Kg/cm2
Et = Modulus factor for SS sheet in kg/cm2 = 1.9 x 106 Kg/cm2
G = ID of the shell in mm = 6068 mm
ts = Thickness of the shell in mm = 18
mm
tt = Thickness of tube in mm = 1.625 mm
do= OD of the tube in mm = 102 mm
Do = OD of the calendria sheet in mm =
6100 mm
Nt = Number of tubes = 1643 nos.
K =
K = 0.4515
F = √ 0.4515 / [ 2 + 3(0.4515)] =
0.3669
tp = 0.3669 x 6068 x √ (0.25 x 2.75 /1400) +
1.5 = 50.56 mm
According to standard specification, 36 mm thickness
is sufficient for 80 MT tube plate.
Vacuum Pan in Sugar Industry | Vacuum Pan
Design Criteria | Sugar Tech
In this session discuss about Vacuum Pan
design criteria for crystallization process in sugar factory.
Vacuum Pan Design Aspects in Sugar Factory | Sugarprocesstech
The following factors which are playing an
important role in design aspect of a vacuum pan.
a) Incoming
b) Outgoing
c) Internal
d) External
a) Incoming
1. Heating medium (Vapour/Steam)
– Steady flow and uniform quality of vapour
2. Footing / Seed material – Uniform grain size and predetermined ratio grain
with liquor.
3. Liquor ( Syrup / molasses ) – Uniform composition and flow rate of feed
4. Moment Water – Constant Temperature and flow rate.
5. Vacuum of the Pan – Steady and uniform.
b) Outgoing
1. Massecuite – Uniform consistency, Purity
and grain size.
2. Condensate flow – Complete withdrawal of condensate for Smooth flow
3. Non-condensable gases – Complete removal of NCG without stagnancy
c) Internal
1. Massecuite head (Hydro static head) – As
minimum as possible for better circulation and boiling point rise of
massecuite
2. Boiling point rise – Minimum fluctuation
3. Circulation of massecuite – Velocity should be as high as possible
4. Temperature of the massecuite – Steady and uniform.
e) External
1. Head loss – Constant and uniform pan
temperature
2. Injection water – Flow rate and temperature condition should be uniform
Now Discuss one by one
major design considerations of vacuum pan
Graining Volume of the batch pan ( Go through the below link)
The Concept of Graining Volume
Heating surface to ratio of the pan ( S/V ratio)
S/V ratio is important factor in the design
and performance of vacuum pan. The heating surface is expressed in square meter
and working volume expressed in cubic meter.
So the unit of S/V ratio becomes m2/m3.
This ratio is mainly depends on the heating
medium and type of the pan.
According to present scenario, 2nd bleed or
3nd bleed or 4th bleed vapours is used as a heating medium for pan boiling.
For batch pan the S/V ratio will be in the
range of 6.5 to 6.8 m2/m3



{kind=link}
{kind=link}
No comments:
Post a Comment