Basics of Heat Treatment :
Scope:
In this article, fundamental concepts of heat treatment will be discussed to give an overview to the reader with no previous knowledge of heat treatment processes.
Why Part:
Well, the readers might be wondering why this part or rather an article has been named as zero. Just like the thermodynamics (the study of particles in motion by virtue of its temperature) has four laws the first being zeroth law and the last being third law, the author follows the same methodology to cover the basics of heat treatment in four parts.
Definition:
Classification of Heat Treatment Process:
- Annealing
- Stress-relief annealing
- Process annealing
- Spheroidising (annealing)
- Full annealing
- Normalizing
- Hardening (by quenching)
- Tempering
- Martempering
- Austempering and
- Maraging
Purpose of heat treatment:
- Cause relief of internal stresses
- Harden and Strengthen metals
- Improve machinability
- Change grain size
- Soften metals for further working
- Improve ductility and toughness
- Increase, heat, wear and corrosion resistance
- Improve electrical and magnetic properties (Note – 1)
- Spheroidize tiny particles by diffusion (Note – 2)
Note – 1: Very limited information available generally applicable to heat-treatable precipitation-hardened aluminum alloys
Note – 2: Here annealing through diffusion is employed to remove any structural non-uniformity like dendrite, columnar grains, and chemical inhomogeneity which promote brittleness, reduce ductility and toughness of steel.
Principle of Heat Treatment:
- Made possible through eutectoid reaction [it is an isothermal reversible reaction in which a solid phase {austenite} is converted into two {pearlite-ferrite + cementite} or more intimately mixed solids on cooling, the eutectoid temperature is 723° C] of steel in the iron-carbon system (figure 1 below shows the eutectic point).
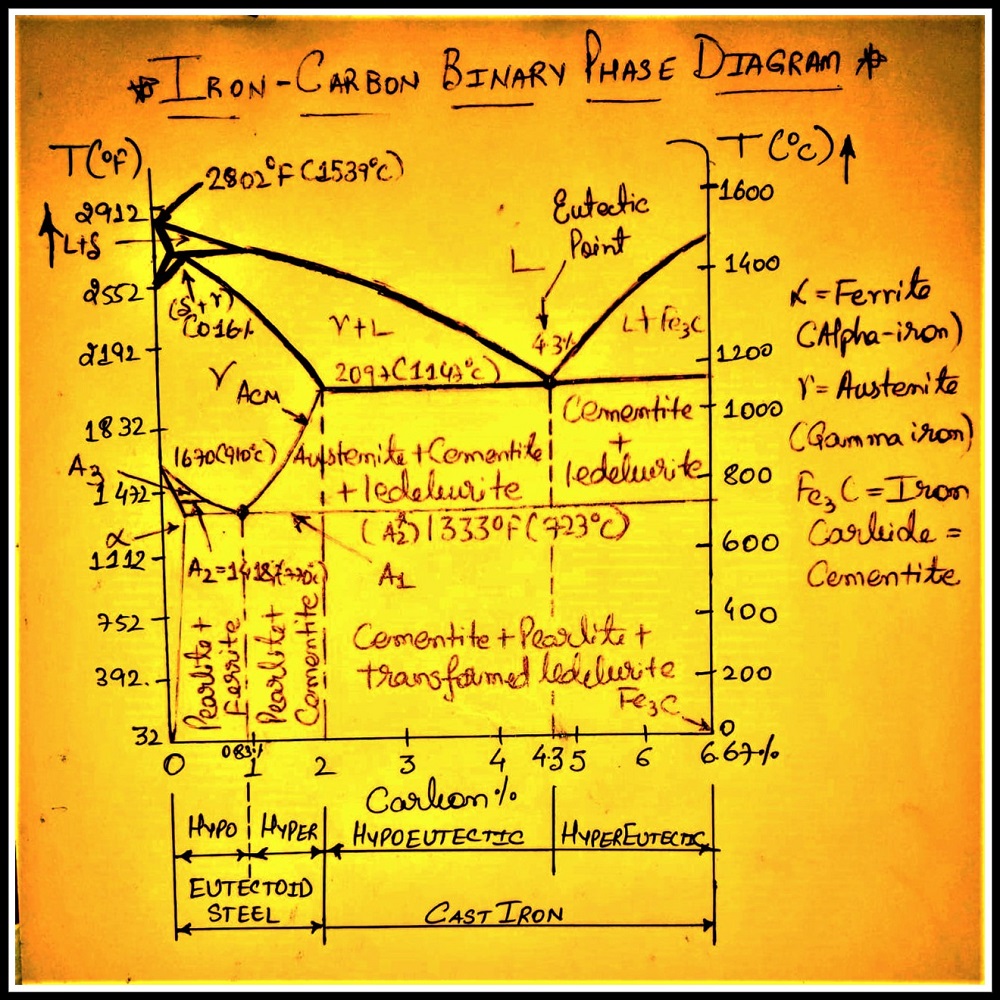
- Heat treatment of steel involves the transformation or decomposition of austenite.
- The transformed product develops a range of useful physical and mechanical properties.
- The cooling rate dictates whether transformation from austenite will yield perlite or martensite.
- For heat treatment to be effective one of the elements should be soluble in the other in a solid-state (alloys) in different amounts under different circumstances.
- The theory of heat treatment is based around the principle that an alloy experiences change in microstructure when heated above a certain temperature and it undergoes again a change in microstructure when cooled to room temperature.
- Slow cooling above a critical range will produce Perlitic microstructure
- Fast cooling will give rise to martensitic microstructure
Stages of Heat Treatment Processes:
- Heating a metal or alloy to definite temperature.
- Holding at that temperature for a sufficient period to allow the necessary changes to occur.
- Cooling at a rate necessary to obtain desired properties with changes in nature, form, size, and distribution of micro constituents.
1. Annealing:
- Definition: It is a process of heating a metal in which is in a metastable state, to a temperature, which will remove the instability, and then on cooling is so that the room temperature structure is stable.
- Purpose:
- Making the microstructure stable (full annealing)
- Refining and homogenizing microstructure
- Reducing hardness
- Improving machinability, cold working characteristics, mechanical, physical, electrical and magnetic properties
- Removing residual stresses and gases
- Producing desired microstructure
a. Stress Relieving (Recovery):
- It relieves stresses produced by casting, quenching, machining, cold working, welding, etc.. It applies equally to ferrous and nonferrous materials.
- It’s often desirable when casting is liable to change dimensions to a harmful degree during machining or use. The stresses if unrelieved may cause warpage or even failure of the casting.
- Thermal stress relieving requires heating the casting to a temperature at which the relaxation of the elastic stress is brought about by the plastic deformation to the elastic strain.
- It does not affect the metallurgical structure of the casting but essentially is one creep; the temperature required for SR is 0.3 to 0.4 times the melting point of the cast metal or alloy.
b. Process Annealing(Subcritical):
- Usually applied to counter the effects of cold working, to soften and permit further cold work as in weld wire drawing.
- The ferrous alloys are heated below the lower transformation temperature range (550-650° C), are held at that temperature, and then cooled in air.
- It is associated with only partial crystallization of the distorted ferrite.
- It does not involve any phase change and the constituent’s ferrite and cementite remain present in the structure throughout the process.
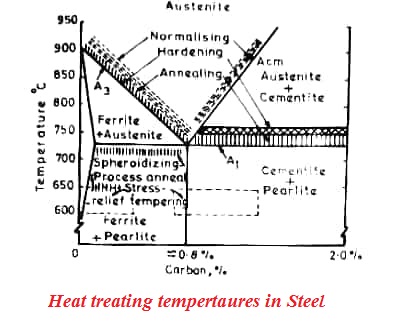
- Figure 2 below shows various heat treating processes.
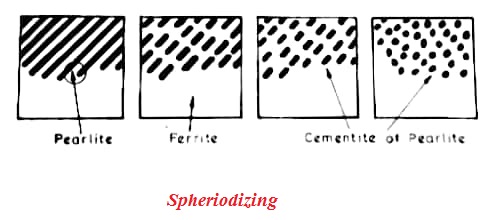
c. Spheroidise Annealing:
*In this type the steel is subjected to a selected temperature, usually within or near the transformation range to produce a spheroidal or globular form of
carbide in steel. Refer below figure;
- Purpose:
- Improves machinability and surface finish during machining
- Facilitates subsequent cold working operation
- Soften tool steel and some of the air-hardening alloy steels
- Prevents cracking of steel during cold forming operations
- A spheroidized steel has a lower hardness and tensile strength & a correspondingly higher relative elongation and reduction of the area than steel subjected to normal annealing. (Temp range: 650-700° C).
d. Full Annealing:
- Annealing a ferrous alloy by austenitizing and then cooling slowly through the transformation range.
- The austenitizing temperature for hypo eutectoid steels is usually between 723° C and 910° C; and for hypereutectoid steels, the austenitizing temperature in between 723° C and 1130° C (Refer figure 1 above).
- It thus involves:
- Heating steel to proper annealing temperature in the austenitic zone;
- Holding the steel object at that temperature for a definite time depending upon its thickness or diameter (about 2.5 to 3 min /mm thickness) so that it becomes completely austenitic; and then
- Cooling very slowly the steel object through the transformation range,
- Preferably in the furnace or in any good heat-insulating material, till the object acquires a low temperature.
- Slow cooling associated with full annealing enables the austenite to decompose at low degrees of supercooling to form
A pearlite + ferrite structure in hypo eutectoid steels;
A pearlite + cementite structure in hypereutectoid steels
- Purpose:
- Refine grains
- Remove strains
- Improve- softness, machinability, formability, electrical and magnetic properties
2. Normalizing:
It consists of heating steel to about 40-50° C above its upper critical temperature and, if necessary, holding it to that temperature for a short time and then cooling air at room temperature.
The type of structure obtained by normalizing will depend largely on the thickness of the cross-section as this will affect the rate of cooling.
Normalizing produce microstructure consisting of ferrite and pearlite for hypo eutectoid steels.
For eutectoid steels, the microstructure is only pearlite and it is pearlite and cementite for hypo eutectoid steels.
- Purpose:
- Produces a uniform structure
- Refines grain size of steel, which coarsen during rolling and forging.
- Reduce internal stresses
- Eliminates the carbide network at grain boundaries of hypereutectoid steels
3. Hardening by quenching :
It is that heat treatment of steel which increases its hardness by quenching (and tempering).
The maximum % increase of hardness by quenching is obtained if they contain between 0.35% and 0.60% carbon.
- Purpose:
- Hardens steel to resist wear
- Enables steel to cut other metals
- Improves strength, toughness, and ductility
- Develops the best combination of strength and notch-ductility
In this type steel with sufficient carbon (0.35% to 0.70%) is heated 30°- 50° C above A3 line, held at that temperature from 15-30 minute per 25 mm of cross-section and then cooled rapidly or quenched in a suitable medium to produce the desired rate of cooling and hardened steel.
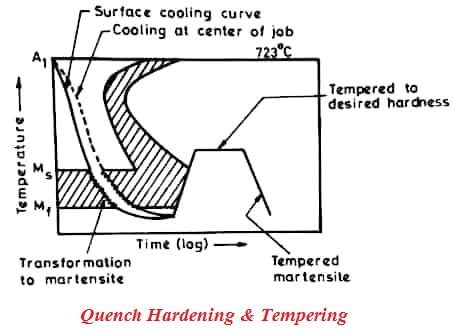
4. Tempering:
Quench hardening produces martensite and retained austenite, the martensite formed is very hard and brittle; which may lead to cracks and distortion rendering the untempered steel useless for service.
Also, the retained austenite is an unstable phase and as it changes with time, dimensions may alter. So it is necessary to temper the steel after quenching below the lower critical temperature (A1).
- Requirements of Tempering:
- Heating hardened steel below A1 (lower critical temperature)
- Holding for 3-5 minutes for each mm of thickness/diameter.
- Cooling the steel either fast or slowly except in case of steels susceptible to temper brittleness.
Essentially the tempering reaction can be thought of as the change from carbon atoms dispersed in the martensite to precipitated carbides particles of increasing size.
- Purpose:
- Relieve residual stresses
- Improve ductility and toughness
- Increase % elongation
The figure below shows a typical quench and tempering cycle:
Classification of tempering:
- Low-temperature tempering:
- It is carried out in a temperature range of 150 to 250° C.
- Internal stresses are reduced, toughness, and ductility improved without affecting hardness.
- The structure is martensitic.
- It is applied to cutting tools of carbon steels, low alloy steels, and for surface hardening and carburization.
- Medium temperature tempering:
- It is carried out in a temperature range of 350 to 450° C.
- Develops a troostite structure.
- Hardness and strength decrease while % elongation and ductility increase.
- It imparts steel with the highest elastic limit with sufficient toughness.
- Applied to coil springs, laminated springs, hammers, chisels, etc.
- High-temperature tempering:
- It is carried out in a temperature range of 500 to 650° C.
- Develops a sorbite structure.
- Eliminates internal stresses completely.
- It imparts high ductility in conjunction with adequate hardness.
- Applied to connecting rods, shafts, gears, etc.
5. Martempering:
Heated above the critical range to make it all austenite, then quenched into a salt bath maintained at a temperature above the Ms and is held at this temperature long enough until the temperature is uniform across the section of the workpiece without transformation to austenite and subsequently cooling the workpiece in air through the martensite range, in turn resulting in martensite with a minimum of stresses, distortion and cracking which can be further tempered to increase ductility.
In practice, to utilize benefits of martempering, alloying elements are added to steel. Otherwise, the critical cooling rate is too fast and the benefits of the martensite hardness cannot be realized in parts that are large or even medium in size.
Refer below the figure for martempering and Austempering;
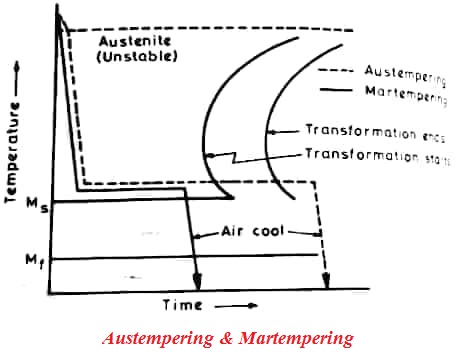
6. Austempering:
- It consists of heating the steel above critical range to make all austenite, then quenching at a critical cooling rate into a salt bath or lead bath held in bainite range (205 to 425° C), the steel piece remains in the bath until the austenite is completely transformed into bainite and then it is allowed to cool to room temperature, the rate being immaterial.
- It is a type of interrupted quenching that forms bainite instead of martensite.
- The steels formed are tougher and more ductile than the steel of tempered martensite having equal hardness and tensile strength.
- The major limitation being restriction in size to relatively thin sections so that the entire piece can quickly attain the temperature of a quenching bath.
- For steels of higher hardenability, larger sections can be used.
- Greater ductility and toughness along with high hardness.
- Less distortion and danger of quenching cracks.
7. Maraging (Martensitic + Aging):
- Maraging steels obtain high strength and ductility by combining a martensitic type of hardening of a basic iron-nickel alloy with age hardening of the martensite.
- In other words, these steels attain ultra-high-strength on being aged in martensitic conditions. (E.g. 18Ni Marage 250).
- The precipitation within the martensite is produced by tempering for 3 hr. at 480° C to obtain high notched toughness and ultra-high tensile properties.
Applications:
Rocket and missile cases, aircraft structural parts, mortar and rifle tubing, hot extrusion dies, etc.
They possess the following properties:
- Strength, ductility, and toughness
- Freedom from distortion
- Good machinability
- Good weldability
(Note: The purpose of this article is to give a general guideline to the readers, and it shall not be considered as a substitute for code. For full terms and conditions please read relevant code and its clauses).



No comments:
Post a Comment